產地常州
執行標準YB/T4001.1-2007
材質Q235B
稅票包含
表面處理熱浸鋅
熱鍍鋅的目的是使表面光滑,避免生銹。鈍化是這種保護的關鍵。鈍化是在表面形成致密的氧化層。由于鋅的電位比鐵小,所以當不銹鋼晶格受到腐蝕性介質腐蝕時,鋅先對鐵起腐蝕保護作用。特別是鍍鋅層的鉻酸鹽鈍化形成了明亮美觀的鈍化膜,不僅顯著提高了鍍鋅層的防護性能,還改善了不銹鋼格柵板裝飾的外觀。如果鋅鍍層在一定成分的鉻酸鹽溶液中鈍化,形成結構精細、耐蝕性高的鉻酸鹽膜,可顯著提高鋅鍍層的耐蝕性。這是因為鉻酸鹽鈍化膜牢固地附著在鍍鋅層的表面。一方面,鉻酸鹽鈍化膜可以將鋅層與大氣隔離開來,減緩大氣中有害氣體的腐蝕。另一方面,一旦鍍鋅層的鈍化膜部分損壞或裂縫由大氣侵蝕,在六價鉻鈍化膜可使鈍化鋅層和自動修復鈍化膜,與此同時,鉻酸鹽,作為陽腐蝕原電池的抑制劑,阻礙陽反應,大大減緩鋅層的腐蝕。因此,經過相同厚度、相似質量的鈍化處理后,其耐蝕性可提高7-10倍。通過對鋼格形狀的檢測確定角鋼的形狀,通過對加工工藝的分析確定正確的結構。角鋼邊緣形狀不規則,存在過量的圓弧,是判斷和檢測表面裂紋的難點。超聲波直探頭檢測時,檢測方向單一,容易漏檢。在使用角度探頭時,由于末端角度反射的形成,很難確定缺陷。彎曲產生的裂紋方向垂直于長度方向,而裂紋方向平行于長度方向,裂紋兩端細且尖銳。因此,在軋制過程中會出現裂紋。彎曲后裂紋擴展,裂紋特征更加明顯。如果裂紋方向垂直于鋼格柵的長度方向,則在彎曲過程中會產生裂紋。鍍鋅鋼格板顧名思義是在鋼板表面涂上一層金屬鋅。這樣做的目的是防止鍍鋅鋼格柵表面的腐蝕,增加鋼板的使用壽命。鍍鋅鋼格柵板按加工不同的方法可分為熱浸鍍鋅鋼板、合金鍍鋅鋼板、電鍍鋅鋼板、印印鍍鋅鋼板、單層和雙層差壓鍍鋅鋼板、合金、復合鍍鋅鋼板、彩色鍍鋅鋼板和PVC疊層鍍鋅鋼板。
解讀:從價格傳導方面來看,目前國內能源商品及食品價格的上漲仍是影響CPI走高的主要因素,而核心CPI水平同比再度回落。盡管PPI同比繼續高位回落,但4月增速仍在8%的高位,表明當前PPI向CPI的傳導仍未形成。PPI回落后仍處于高位,預計后期政策端對生產原料的保供穩價將持續。
期螺簡評:期螺10收4670漲14。全國成材以跌為主,各品種均跌幅10-30。政策方面,宏觀利好持續加碼,但近期對鐵礦石、煤炭的保供力度加大,成本端仍有下降預期,加之周度產量、庫存數據偏空。商家挺價意愿較弱,盤中爭相出貨,下游客戶采買不佳,南方大范圍降雨,依然影響需求,低位資源有所增多,整體成交價格下移。建議商家貨多減倉、貨少觀望。期螺低位震蕩,支撐4600,壓力4730。

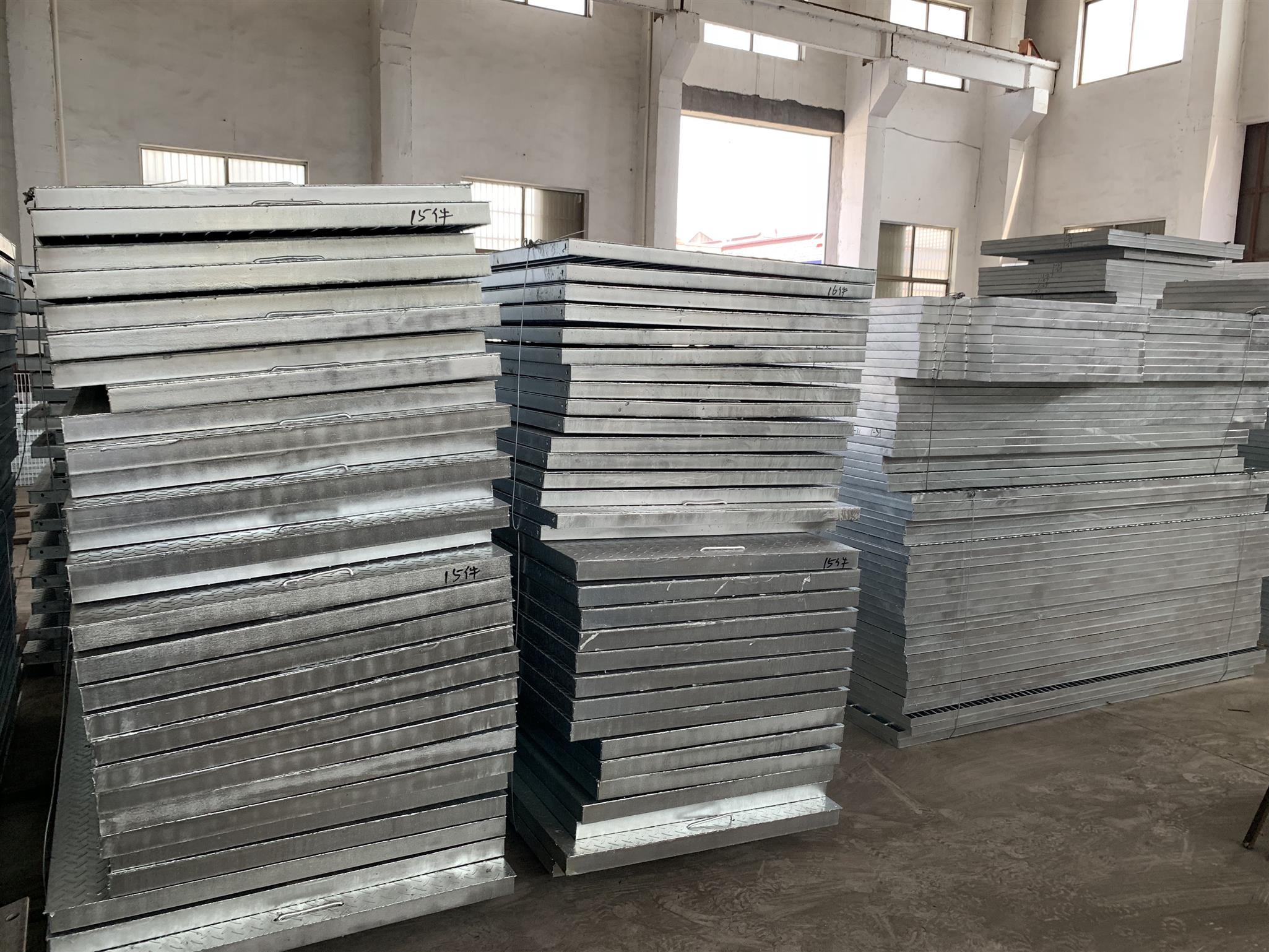
鋼格板吊頂采用鋼格板設計制造的一種室內吊頂產品。它具結構輕便,美觀,高強度可行人,安裝簡便表面熱浸鋅,防腐耐用且免油漆維護的特點。鋼格板吊頂廣泛適用于**制造、工業廠房、大型體育場館、會展中心、大型商業、車站、碼頭、機場等工業及民用建筑的吊頂。
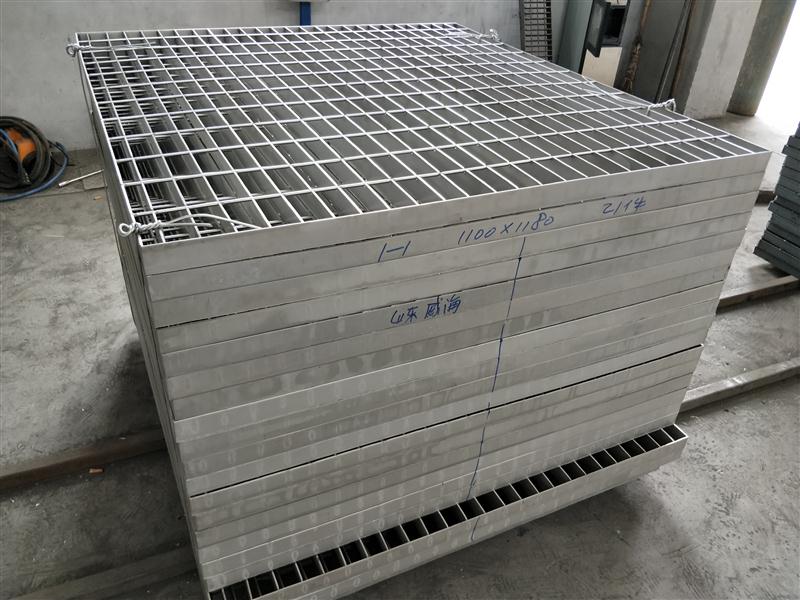
不銹鋼格柵是用扁鋼按照一定的間距和橫桿進行交叉排列,并且焊接成中間帶有方形格子的一種鋼鐵制品,主要用來做水溝蓋板,鋼結構平臺板,鋼梯的踏步板等.橫桿一般采用經過扭絞的方鋼.
不銹鋼格柵一般采用碳鋼制作,外表熱鍍鋅,可以起到防止氧化的作用。也可以采用不銹鋼制作.鋼格板具有通風,采光,散熱,防滑,防爆等性能.
不銹鋼格柵的生產標準,中國為YB/T4001-1998;另外美國,英國,澳大利亞和新西蘭也有其各自標準.鋼材標準按照GB700-88,GB1220-92. 鋼格板表面可沖齒以增加防滑性能.扁鋼也可采用I型的扁鋼制作.
不銹鋼格柵的制作方式:有機器壓焊和手工制作兩種.機器壓焊使用高壓電阻壓焊機,機械手自動將橫桿橫放在均勻排列的扁鋼上,通過強大的電焊功率和液壓力將橫桿壓焊入扁鋼內,從而可以得到焊點堅固,穩定性和強度極高的鋼格板.手工制作的鋼格板是先在扁鋼上沖孔,然后將橫桿放入孔中點焊,橫桿與扁鋼會存在空隙,而且不可能每個接觸點都進行焊接,因此焊接不牢固,強度有所降低.
格柵板用途:石油化工,市政工程,港口工程,機械工業,電廠水廠,鋼鐵工業,制造業,食品加工業等眾多行業都得到廣泛的應用.
不銹鋼格柵特點:
1.高強度,輕結構:牢固的網格壓焊結構使其具有高承載,結構輕
2.便于吊裝等特點
3.外形美觀,經久耐用:熱浸鋅表面處理使其具有相當好的防腐能力
4.表面光澤美觀
5.通風、采光、散熱、防爆、防滑性能好;防積污物。
格柵板用途:廣泛應用于石油化工、電廠、水廠、污水處理廠、市政工程、環衛工程等領域的平臺、走道、棧橋、溝蓋、井蓋、梯子、圍欄、護欄等
不銹鋼格柵產品規格
1.縱條間距:30-60(mm);
2.橫條間距:50-100(mm);
3.寬:20-60(mm);
4.厚:3-50(mm)。
熱鍍鋅又稱為熱浸鍍鋅,他是在高溫下把鋅錠融化,在放入一些材料,然后把金屬結構件浸入鍍鋅槽中,使金屬構件上附著一層鋅層。熱鍍鋅的優點在于他的防腐能力強,鍍鋅層的附著力和硬度較好 “冷鍍”即“電鍍”,即把鋅鹽溶液通過電解,給鍍件上鍍層,一般來說不用加熱,上鋅量很少,遇到潮濕環境很容易脫落。
熱鍍鋅針對鋼格柵板,廠家強烈建議用熱鍍鋅
插接鋼格板:也稱為對插鋼格板它是由一定尺寸的普碳扁鋼、不銹鋼、黃銅板、鋁板經開槽(孔)、插接對插、焊接、精整等工序制造而成。插接鋼格板了涵蓋了普通鋼格板的高強、防腐、免維護等特點,又具組合均勻精密,結構輕便精美、自然和諧、格調雅致特點。本產品可廣泛用于水溝蓋板、樓梯踏步板、池蓋板。
分類:
插接鋼格板類型可分為四種:插接鋼格板分類:按插入方式不同及插入角度不同,可分為壓制鋼格板、重載鋼格板、整體式鋼格板、遮陽簾式鋼格板等
1.壓制型插接鋼格板:在將承載的扁鋼切槽后,橫桿扁鋼壓鎖成型。一般來說生產普通型鋼格板的加工高度為100mm。鋼格板長度通常小于2000mm。
2.重載型插接鋼格板是高扁鋼和橫桿扁鋼互相咬合、在1200噸的壓力下壓緊成型的一種鋼格板產品。它適用于跨距高承荷載場合。
3.整體型插接鋼格板整體型插接鋼格板的承載扁鋼和橫桿扁鋼具有相同高度切槽深度為承載扁鋼的1/2。鋼格板高度不大于100mm。鋼格板長度通常小于2000mm。
4.遮陽型插接鋼格板:遮陽型插接鋼格板的承載扁鋼開30°或45°斜槽,槽桿扁鋼開槽壓鎖成型。我們可以根據不同需要可交工其他間距、規格的格柵板,可使用普通碳鋼、不銹鋼、鋁等材料。其中格柵板高度小于100mm。
特點: 插接鋼格板具有焊點牢固、孔距均勻、網面平整,設計美觀、實用輕便、高強防腐、免維護等眾多特點
用途: 現廣泛應用于民用及商用建筑、劇院、地鐵、城鐵等市政工程領域,可用于吊頂、室內外裝潢裝修、平臺走道、通氣窗(井)、廣告牌匾、各種蓋板等。插接格柵板焊點牢固、孔距均勻、網面平整,設計美觀,實用,既是使用品,又是藝術品,多年來先后開發出了上百個品種,出口產品十六個深受客戶青睞
熱鍍鋅是化學處理,屬于電化學反應。 冷鍍鋅是物理處理,只是在表面刷一層鋅,所以鋅層易脫落。中多采用熱鍍鋅。
連續熱鍍鋅工藝:鋼材→加熱→冷卻至鍍鋅溫度→鍍鋅→冷卻 冷鍍鋅就是電鍍鋅,只有10-50g/m2,其本身的耐腐蝕性比熱浸鍍鋅相差很多。采用電鍍鋅的價格相對便宜一些。 熱鍍鋅是鋼體在熱浸的條件下對表面鍍鋅,它的附著力很強,不容易脫落,熱鍍鋅管雖然也出現銹蝕的現象,但在很長的周期可以滿足技術、衛生要求。
工藝區別 首先工藝的區別是:熱鍍鋅是將工件除油、酸洗、浸藥、烘干后浸入溶化的鋅液里一定時間,提出來即可。 冷鍍鋅也叫電鍍鋅,是利用電解設備將工件經過除油、酸洗后放入成分為鋅鹽的溶液中,并連接電解設備的負極;在工件的對面放置鋅板連接在電解設備的正極 ,接通電源,利用電流從正極向負極的定向移動,就會在工件上沉積一層鋅。 鍍鋅成品的區別:熱鍍鋅外表沒有冷鍍鋅細膩光亮,但鋅層厚度方面熱鍍鋅是冷鍍鋅的幾十倍。防腐蝕性能也是電鍍鋅的幾十倍。
環保問題 熱鍍鋅污染物排放更少一些。 熱鍍鋅的污染物主要是酸洗工件的廢酸。 冷鍍鋅的污染物主要包括酸洗工件的廢酸、電鍍廢液、廢鈍化液等。 冷鍍鋅的污染物排放種類和數量都大大超過熱鍍鋅。 熱浸鋅標準:GB/T13912-92 熱浸鍍鋅:熱浸鍍鋅一般在包邊工序完成后進行,當負載扁鋼厚度不小于5mm時,鍍鋅后的平均鋅層重量不小于610克/平米;當負載扁鋼厚度小于5mm時,鍍鋅后的平均鋅層重量不小于460克/平米,鍍鋅后質量及要求應符合GB/T13912規定
以上是關于鍍鋅鋼格柵板的相關內容,希望對大家有所幫助。
焊接鋼格柵時,選擇合適的焊接件裝配順序,避免總構件裝配應力過大。由于裝配的一般剛度和不同裝配階段重心位置的變化,裝配后鋼格板焊接部位會產生應力。一般來說,裝配焊接順序處理不當將直接影響焊接質量。另外,不銹鋼格柵在裝配過程中有可能產生新的殘余應力,如果新的殘余應力大于臨界變形應力,就會引起焊接變形。因此,裝配應力應盡量減小或避免。2 .受焊接尺寸的影響對于不銹鋼網格板焊接來說,焊接尺寸與鋼板焊接撓度變形有著密不可分的關系,焊接位置在結構上對不銹鋼網格板焊接變形也會產生影響。不對稱的排列會導致焊件的彎曲變形。鋼點焊件截面的中性軸越靠近焊縫,彎曲變形越小。相反,中性軸離焊縫越遠,彎曲變形越大。鋼格柵板焊接過程中受局部高溫熱源的影響,受局部高溫熱源的影響,焊縫區受熱劇烈,局部熔化。該區域的材料受熱使焊接區域擴大,而鋼格板周圍溫度相對較低的區域則對焊接區域產生約束作用,從而產生彈性熱應力。溫度升高后,材料的屈服應力限急劇下降,導致熱彈性應力超過屈服限,形成熱壓縮。在冷卻過程中,焊縫區材料收縮受到周圍區域溫度場不均勻的影響,導致不均勻收縮變形。焊接區域存在拉殘余應力,相鄰區域存在壓殘余應力。不銹鋼點焊對熱源的輸入非常敏感。合理控制熱源輸入能量對鋼點焊件的質量具有重要意義。熱源能量輸入越大,收縮變形越大,熱源能量輸入越小,收縮變形越小。因此,在保證良好焊縫成形的條件下,輸入熱源應盡可能小。
http://m.wxjblgt.com