板材厚度3mm可定制
扁鋼寬度30mm ,40mm ,50mm ,60mm
扁鋼間距30mm、40mm可按需定制
表面處理熱鍍鋅、冷鍍鋅及不處理
產(chǎn)品特點通風,采光,散熱,防滑
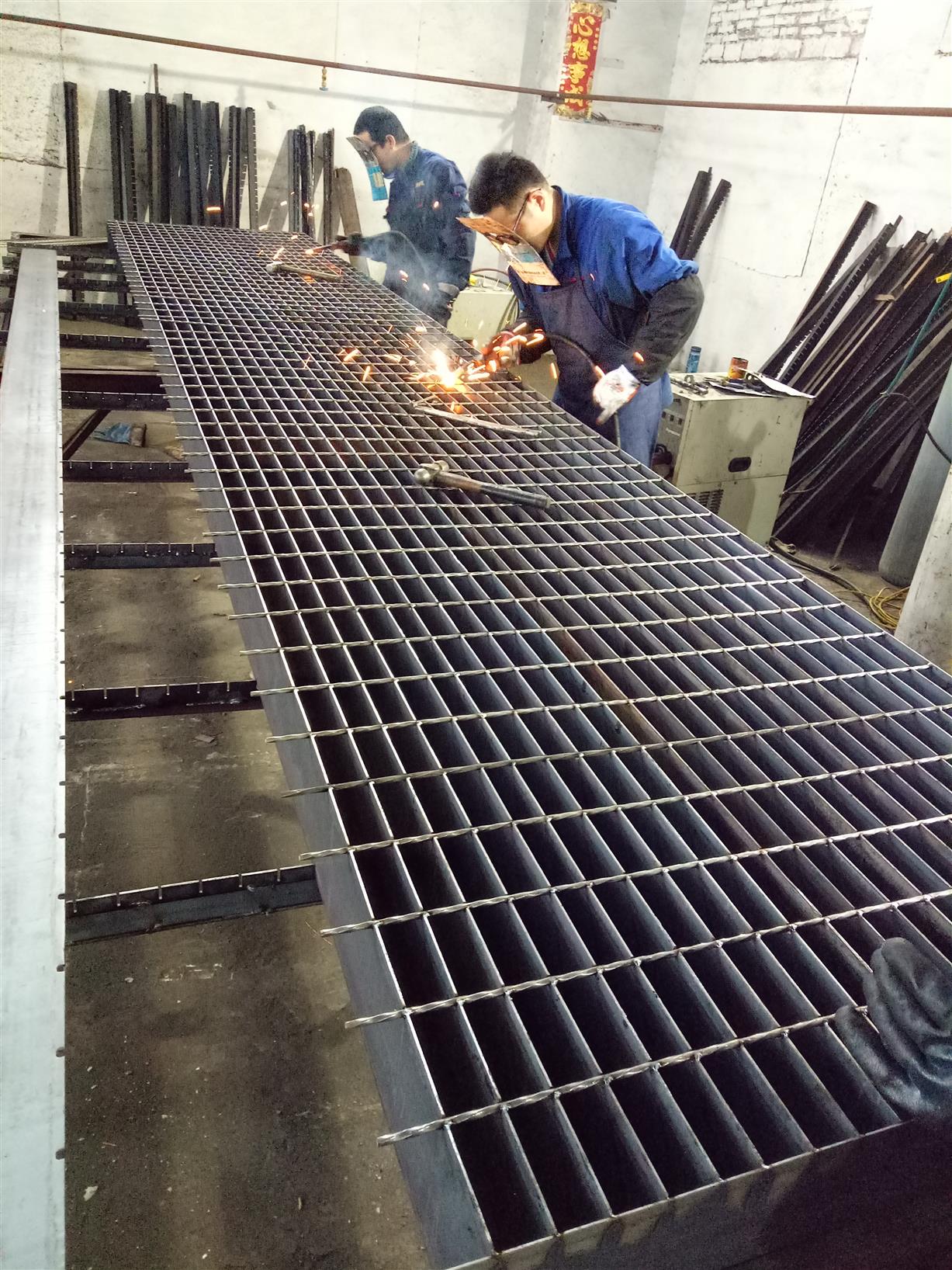
工藝人工焊接
顏色銀白色
運輸物流運輸
數(shù)量10000
可售賣地全國
等級一級
用途建筑工地、電廠、船廠等
網(wǎng)孔長100mm可按需定制
是否跨境源否
材質(zhì)304不銹鋼 Q235 熱鍍鋅
抗壓能力高強度承壓
規(guī)格平面型扁鋼,鋸齒形扁鋼,I型扁鋼
組合方式常規(guī)組合(扁鋼和麻花鋼/圓鋼)
板厚20mm
扁鐵間距40mm
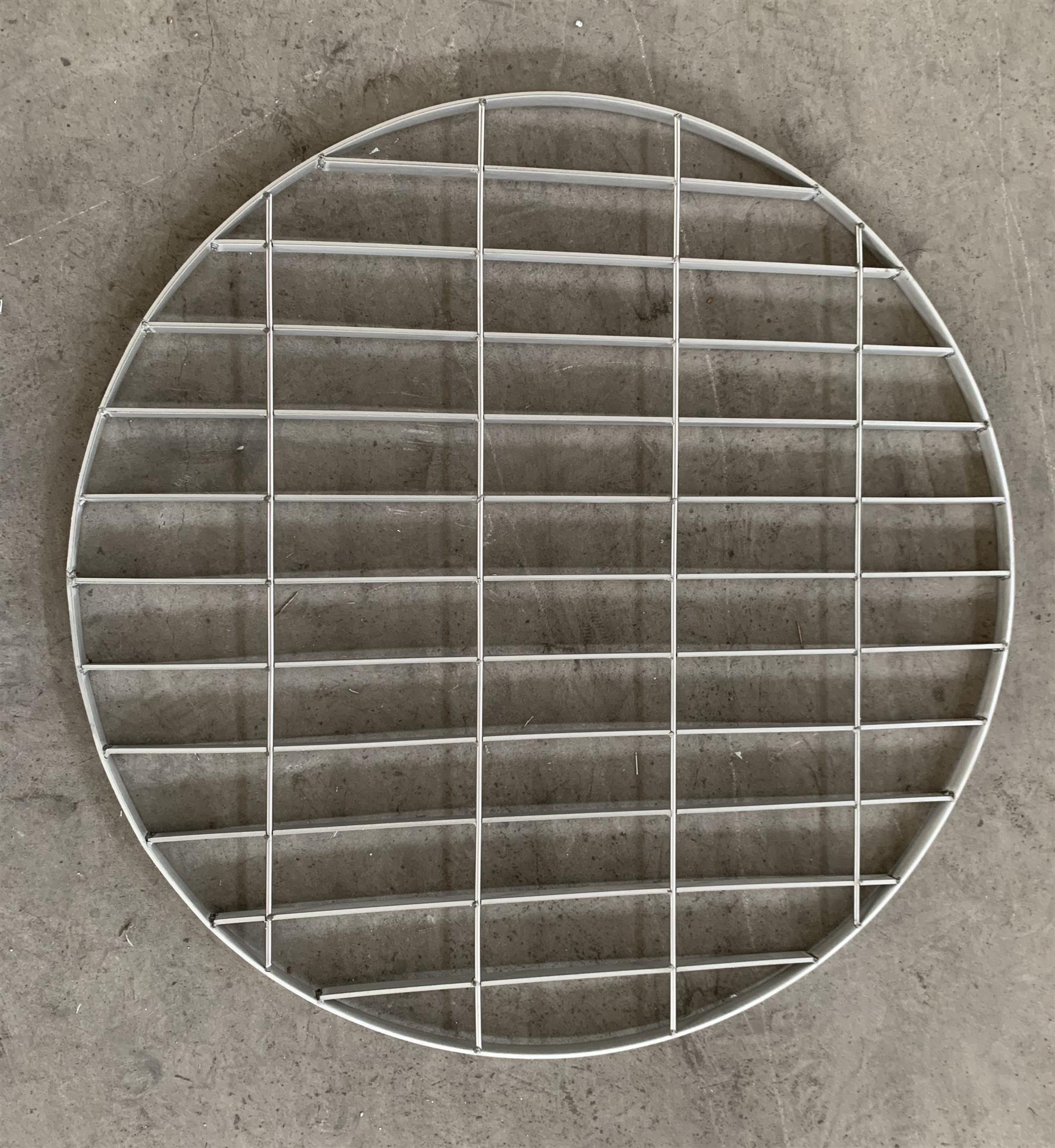
鋼格板從鋅液中拉出時,應垂直拉出,斜拉出時鋅層較薄。因此,鋼格板在拉出鋅鍋時,應保持垂直拉出。鋼格板廠家的產(chǎn)品質(zhì)量也受其生產(chǎn)順序的影響,也就是所謂廠家的規(guī)律性。如果一個廠家沒有更好的規(guī)律性,自然就沒有辦法把產(chǎn)品做得更好。質(zhì)量,所以用戶在使用這款產(chǎn)品的時候,也需要注意這方面。業(yè)內(nèi)有很多廠家因為生產(chǎn)訂單不好,不。當然,這個訂單的表現(xiàn)也取決于廠商的管理實力。管理不到位,就沒有高位。地溝蓋機壓焊采用高壓電阻壓焊機通過強大的電焊動力和液壓將橫桿壓焊到扁鋼上,機械手自動將橫桿均勻地放置在扁鋼上,從而獲得焊接牢固的溝槽蓋板,具有高穩(wěn)定性和強度的溝槽蓋板。 鋼格板等焊接工藝受設(shè)備與電流電壓的匹配以及原扁鋼高度的影響。坡口蓋雙桿焊接強度高于單桿,寬度誤差可能影響焊接強度。該工藝的缺陷是虛焊和虛焊,虛焊容易使橫桿剝落。由于設(shè)備的額定容量,焊接過程不能生產(chǎn)大截面的重型鋼格板。
熱鍍鋅槽蓋的比重是指熱鍍鋅表面處理后槽蓋的重量增加率。這取決于兩點,一是溝蓋的面積。表面積越大,比例無疑會越大,另外一個就是溝蓋的厚度。隨著溝蓋面積的高度增加,比例也會增加。隨著鍍鋅層厚度的增加,表面積效應不大,但隨著鍍鋅層厚度的增加,鍍鋅層的重量會大大增加,從而降低鍍鋅層的比例。比較普通鋼格板、碳鋼格板和不銹鋼格板的耐腐蝕性能,不銹鋼格板的耐腐蝕性更好,因為不銹鋼耐腐蝕性好,而碳鋼耐腐蝕性好。格柵和普通鋼格柵幾乎總是比不銹鋼格柵小。因此,不銹鋼格柵的價格應該更高一些。 鋼格板如何對鋼格板起到承重作用?鋼格板的承重方向與鋼結(jié)構(gòu)支撐垂直。因此,在安裝兩個鋼結(jié)構(gòu)支架時,在安裝鋼格板時,需要將承重扁鋼的末端放在支架上,這樣才能起到承重作用。而對于我們大家來說,一定要清楚地知道,天溝蓋扁鋼的厚度誤差在鋼材生產(chǎn)中是很常見的,而這個誤差范圍在生產(chǎn)過程中是很難控制的,主要是因為一道工序和磨具的磨損。對鋼材造成誤差,難以控制,但可以控制在0.25mm的范圍內(nèi)。如果超過這個范圍,就懷疑是故意的。天溝蓋板整體尺寸為5mm,是原板切割工藝造成的。如果在這個誤差范圍內(nèi),不會影響天溝蓋板的安裝和鋪設(shè)。如果大于此誤差,則可能存在間隙或道路損壞。但是經(jīng)過多年的經(jīng)驗,這個誤差范圍已經(jīng)基本控制在1-2mm以內(nèi)。天溝蓋對角線誤差:該誤差主要是鍍鋅生產(chǎn)過程中擠壓不均勻或加熱造成的。
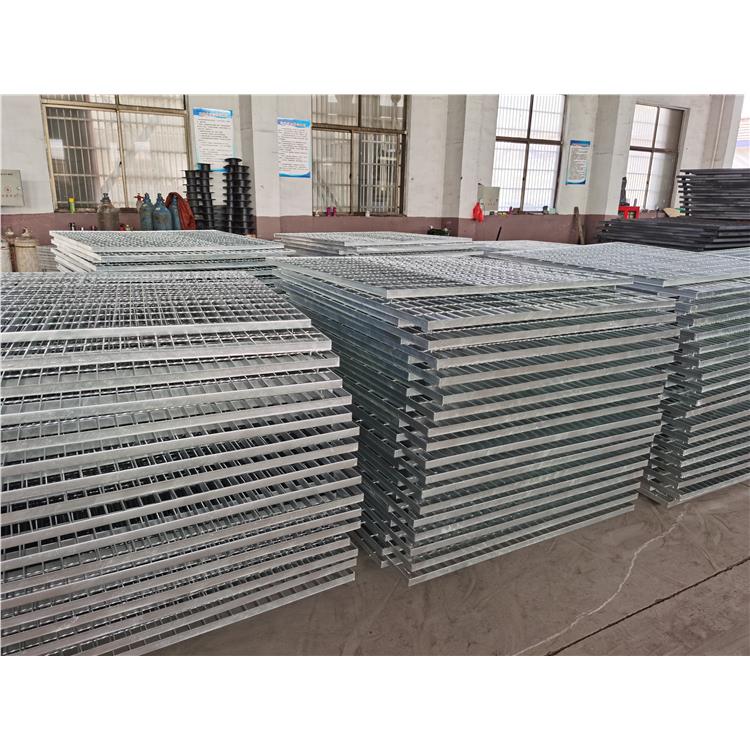
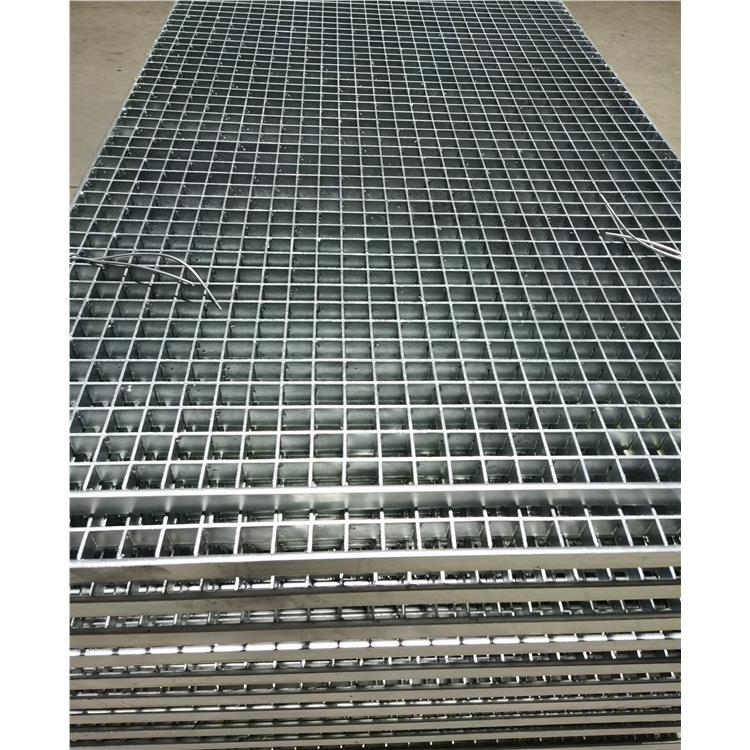
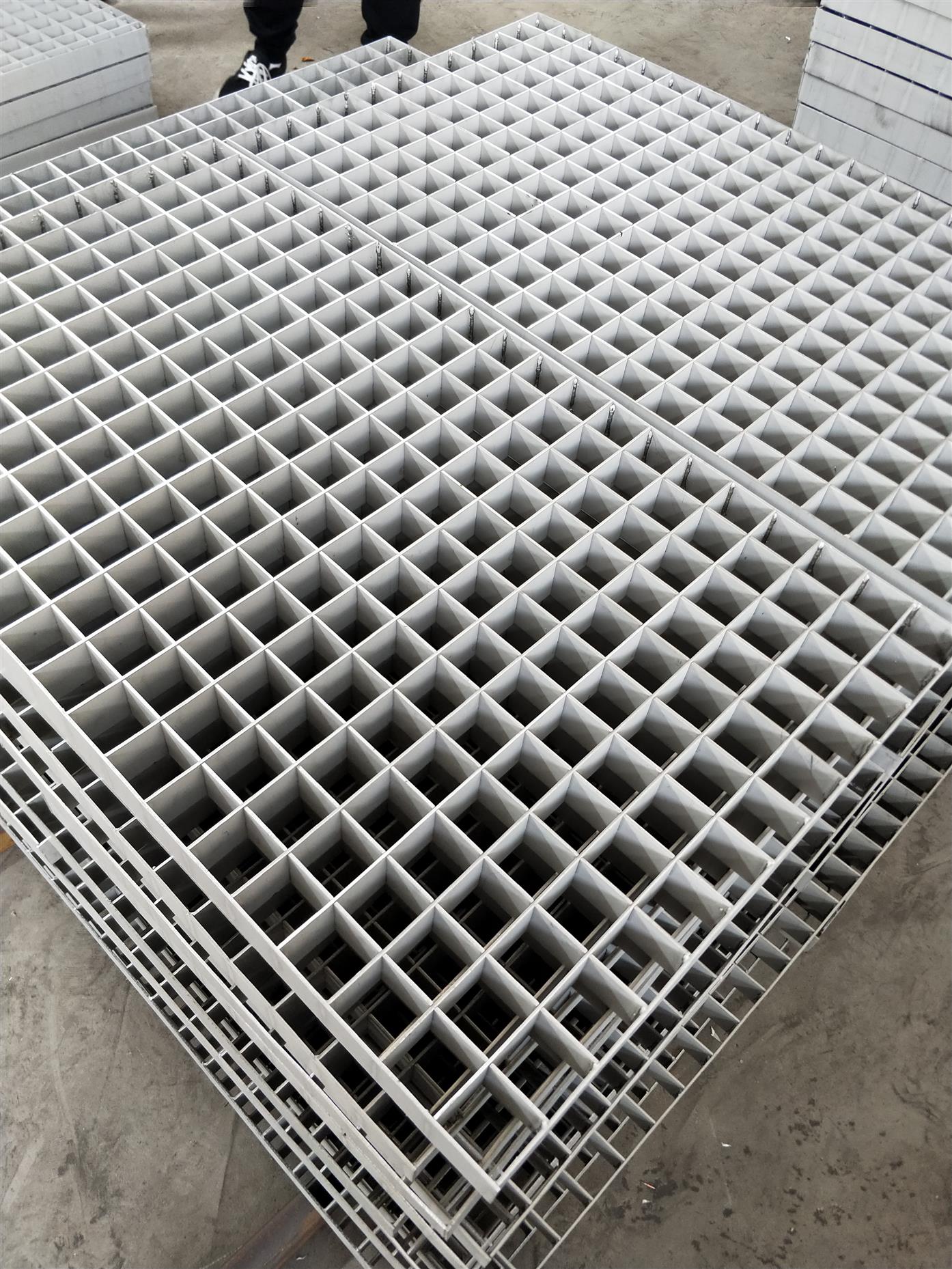
壓焊鋼格柵美觀實用,能滿足不同條件下的載荷要求,性能優(yōu)其他產(chǎn)品,近年來得到越來越廣泛的應用。加載的扁鋼和橫桿(鋼絞線方鋼、方鋼、圓鋼、扁鋼等)按一定的緯度和經(jīng)度間隔排列,在高壓電阻焊機上焊接成原板,通過切、切、開、邊等工序深加工成客戶要求的成品。用于制作溝蓋、鋼結(jié)構(gòu)平臺板、踏步踏板等。 標準壓焊鋼格柵是由現(xiàn)代全自動鋼格板壓焊機生產(chǎn)線組成的具有良好承載能力的開放式網(wǎng)格結(jié)構(gòu)板。將壓焊鋼格板(鋼格板)與普通手焊鋼格板進行比較,對比手焊鋼格板平面、規(guī)整的鋼格板結(jié)構(gòu)、連桿可靠、不脫線等特,對壓焊鋼格柵(鋼格柵板)表面進行熱鍍鋅處理,通常稱為熱鍍鋅壓焊鋼格柵。 壓焊壓焊鋼格柵(壓焊鋼格板)特點: 標準壓焊鋼格板以其良好的承載能力、優(yōu)良的性價比和安裝方便的特點成為應用廣泛的鋼格板產(chǎn)品。壓焊鋼格板已成為各種工業(yè)平臺的標準和平臺,通常用作走道甲板、平臺、蓋板、踏板等。鋼格板增強了光、空氣、液體、聲音等的流動,減少了風荷載。壓焊鋼格板與普通手工焊接鋼格板的區(qū)別在于表面美觀,其焊接牢固度保證了鋼格柵的抗拉強度,是當今常用的鋼格柵產(chǎn)品。
鋼格板 焊接鋼格板時用于導電的填充金屬或焊絲焊接數(shù)據(jù)。在氣焊和鎢氣體保護焊中,焊絲用作填充金屬;在埋弧焊、電渣焊等氣體保護電弧焊中,焊絲既是填充金屬又是導電電。焊絲可分為三類。焊絲表面未涂抗氧化助焊劑。大多數(shù)用于鋼格板的焊絲都屬于這一類,包括碳鋼絲、低合金結(jié)構(gòu)鋼絲、合金結(jié)構(gòu)鋼絲、不銹鋼絲和有色金屬絲。有些合金,如鈷鉻鎢合金,不能鍛造、軋制或拉制,而是通過鑄造制成。主要用于鋼格板表面的手工堆焊,以滿足抗氧化、耐磨、耐高溫腐蝕等功能要求。采用連鑄加液捏合工藝生產(chǎn)數(shù)米長的Co-Cr-W焊絲,可用于自動充絲鎢氬弧焊,提高焊接功率和堆焊層質(zhì)量,提高工作環(huán)境。鑄焊絲有時用于鋼格板的補焊。將薄鋼板軋成圓管或異型鋼管,填充一定成分的粉末,拉制有縫藥芯焊絲,或在鋼管內(nèi)填充粉末,拉制無縫藥芯焊絲,即可獲得更高的焊接和焊接功率。鋼網(wǎng)板適應性好,試制周期短,用途和范圍不斷擴大。設(shè)備夾具的選擇應注意幾個問題。設(shè)備治具主要分為A、B、C三種規(guī)格,其中A是常用的。設(shè)備夾具是根據(jù)孔徑大小選擇尺寸的設(shè)備夾具。上下板用直徑8mm的螺栓固定。一般情況下,孔徑為30mm和40mm的設(shè)備治具為通用設(shè)備治具。由于該光圈是常用的,因此可以選擇兩種類型的光圈。其次,要實際了解以上斜面罩的選擇,材質(zhì)也不同,焊接方式也是可選的。材質(zhì)方面,通道蓋可以采用不銹鋼材質(zhì),光澤度高,價格相對昂貴。熱鍍鋅比較常見,便宜又漂亮,而且兩種材質(zhì)不同。選擇設(shè)備治具的時候,也是選擇不銹鋼設(shè)備治具或熱鍍鋅設(shè)備治具的時候。在上述焊接方法中,如果是焊接,則將扁鋼按扁鋼的方向焊接,并選擇20mm到3mm之間的距離。如果設(shè)備夾具直接固定,鋼梁可以固定在兩個槽蓋板之間。詳細輪廓仍根據(jù)實際施工輪廓定制。
鋼格板的制造工藝并不復雜,但對焊接工藝要求很高。一般有規(guī)格的大型工廠采用全自動電腦控制焊機進行焊接。壓焊鋼格板、承重扁鋼和橫桿按一定間隔排列。原板采用200噸全自動液壓電阻焊設(shè)備焊接,通過切割、鉆孔、包裝等工序加工成客戶需要的產(chǎn)品。一般來說,相鄰兩根加載扁鋼的中心距通常為30MM和40MM。橫桿間距:相鄰兩根橫桿的中心間距一般為50MM或100MM,可根據(jù)客戶要求生產(chǎn)。也可根據(jù)客戶要求訂購各類鋼架產(chǎn)品。鍍鋅鋼格板是由扁鋼和橫條按一定的經(jīng)緯間距排列,在高壓電阻焊機上焊接而成,通過切割、開槽、開孔、包邊等深加工成客戶要求的成品。其他過程。 .然后對表面進行熱鍍鋅或冷鍍鋅。鋼格板的鍍鋅工藝要求很高。鋼格板鋅層的厚度也比較嚴格。如果鋼格板鋅層太薄,會造成鋼格板滲漏,降低鋼格板的耐腐蝕性,影響鋼格板的使用壽命。太厚的鋅層也不利于鋼格板。鋅層的厚度會導致鋅層容易脫落,嚴重影響鋼網(wǎng)質(zhì)量。所以鍍鋅時要做好防腐工作,鍍鋅前酸洗要徹底,氧化鐵渣不能預浸,否則鍍鋅不能保證鋅層能完全附著在鋼格板表層。 .鋅層不能太薄或太厚。
鋼格板鍍鋅不當會導致鍍鋅層脫落。鍍鋅前殘留在表面的雜質(zhì)顆粒沒有去除,影響鋅層的附著力。其次,鋼格板在退火爐中沒有完全還原成鍍鋅所需的海綿狀純鐵,影響鍍鋅。,也有可能是鋼格板熱軋鋼的合金層含鋁量少,沒有形成合理的決定鋅層附著力的Fe2Al5合金層,或者合金層長滿了鐵-鋅合金。層損傷,也會影響鍍鋅效果。運輸過程中必須做好防護工作,避免運輸過程中受到外力的劇烈沖擊。鋼格板雖然比較復雜,質(zhì)量也比較好,但如果在運輸過程中保護不當,也會對鋼格板造成嚴重的損壞。這將影響未來的安裝和使用。如果受到外力的劇烈沖擊,還可能使鋼格板變形,使其根本無法使用。因此,對于客戶或銷售公司來說,在運輸過程中一定要做好防護。長途運輸將需要更高質(zhì)量的鋼架和全面的防護工作。運輸距離越長,電網(wǎng)損壞的可能性就越大,需要更全面的保護。因此,面試時需要使用泡沫墊或吸管,防止鋼網(wǎng)架相互碰撞,通過鋼網(wǎng)架保護人才的長期使用。很多中小鋼網(wǎng)企業(yè)在市場競爭中逐漸被選中,因為他們的并沒有被暫停無效保護,企業(yè)的保護實際上是一項臨時任務,企業(yè)細分的需求也被暫停。讓有更多的歸屬感,人才足以吸引消費者,而鋼網(wǎng)也因人才的日常**而長期使用。
http://m.wxjblgt.com