板材厚度3mm可定制
扁鋼寬度30mm ,40mm ,50mm ,60mm
扁鋼間距30mm、40mm可按需定制
表面處理熱鍍鋅、冷鍍鋅及不處理
產(chǎn)品特點通風(fēng),采光,散熱,防滑
工藝人工焊接
顏色銀白色
運輸物流運輸
數(shù)量10000
可售賣地全國
等級一級
用途建筑工地、電廠、船廠等
網(wǎng)孔長100mm可按需定制
是否跨境源否
材質(zhì)304不銹鋼 Q235 熱鍍鋅
抗壓能力高強度承壓
規(guī)格平面型扁鋼,鋸齒形扁鋼,I型扁鋼
組合方式常規(guī)組合(扁鋼和麻花鋼/圓鋼)
板厚20mm
扁鐵間距40mm
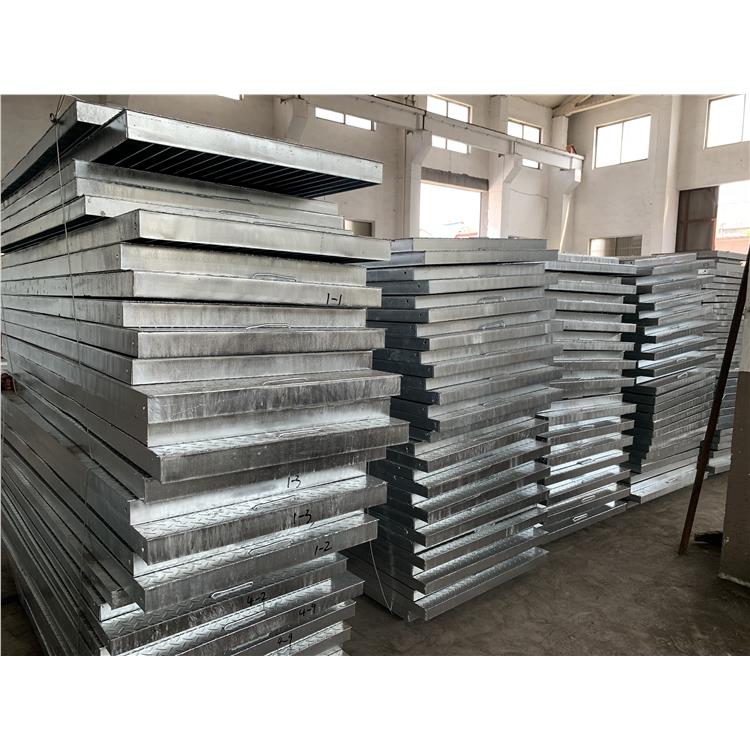
鋼格板鍍鋅層厚度不足的原因如下:鋅液溫度對鋼格板的影響。當(dāng)鋅液溫度低于430℃時,鋅和鐵的擴散速率低,難以生成足夠的鐵鋅合金層,整個鍍層較薄;當(dāng)溫度低于460oC時,鋅層變厚,當(dāng)溫度繼續(xù)升高時,鋅液變薄,鋅層又變薄。因此,必須嚴(yán)格控制鋅液的溫度,以保證鋼格板質(zhì)量的穩(wěn)定。柵板在鋅浴中停留時間的影響。鋼格板在鋅液中的停留時間有一定的時間范圍。根據(jù)鋼格板的厚度來確定。隨著鍍鋅時間的延長,鍍層的厚度會增加,但過度延長鍍鋅時間會使鋅層變脆,影響質(zhì)量。鋅浴中網(wǎng)格提取方法的影響。
鋼格板 焊接鋼格板時用于導(dǎo)電的填充金屬或焊絲焊接數(shù)據(jù)。在氣焊和鎢氣體保護焊中,焊絲用作填充金屬;在埋弧焊、電渣焊等氣體保護電弧焊中,焊絲既是填充金屬又是導(dǎo)電電。焊絲可分為三類。焊絲表面未涂抗氧化助焊劑。大多數(shù)用于鋼格板的焊絲都屬于這一類,包括碳鋼絲、低合金結(jié)構(gòu)鋼絲、合金結(jié)構(gòu)鋼絲、不銹鋼絲和有色金屬絲。有些合金,如鈷鉻鎢合金,不能鍛造、軋制或拉制,而是通過鑄造制成。主要用于鋼格板表面的手工堆焊,以滿足抗氧化、耐磨、耐高溫腐蝕等功能要求。采用連鑄加液捏合工藝生產(chǎn)數(shù)米長的Co-Cr-W焊絲,可用于自動充絲鎢氬弧焊,提高焊接功率和堆焊層質(zhì)量,提高工作環(huán)境。鑄焊絲有時用于鋼格板的補焊。將薄鋼板軋成圓管或異型鋼管,填充一定成分的粉末,拉制有縫藥芯焊絲,或在鋼管內(nèi)填充粉末,拉制無縫藥芯焊絲,即可獲得更高的焊接和焊接功率。鋼網(wǎng)板適應(yīng)性好,試制周期短,用途和范圍不斷擴大。設(shè)備夾具的選擇應(yīng)注意幾個問題。設(shè)備治具主要分為A、B、C三種規(guī)格,其中A是常用的。設(shè)備夾具是根據(jù)孔徑大小選擇尺寸的設(shè)備夾具。上下板用直徑8mm的螺栓固定。一般情況下,孔徑為30mm和40mm的設(shè)備治具為通用設(shè)備治具。由于該光圈是常用的,因此可以選擇兩種類型的光圈。其次,要實際了解以上斜面罩的選擇,材質(zhì)也不同,焊接方式也是可選的。材質(zhì)方面,通道蓋可以采用不銹鋼材質(zhì),光澤度高,價格相對昂貴。熱鍍鋅比較常見,便宜又漂亮,而且兩種材質(zhì)不同。選擇設(shè)備治具的時候,也是選擇不銹鋼設(shè)備治具或熱鍍鋅設(shè)備治具的時候。在上述焊接方法中,如果是焊接,則將扁鋼按扁鋼的方向焊接,并選擇20mm到3mm之間的距離。如果設(shè)備夾具直接固定,鋼梁可以固定在兩個槽蓋板之間。詳細輪廓仍根據(jù)實際施工輪廓定制。
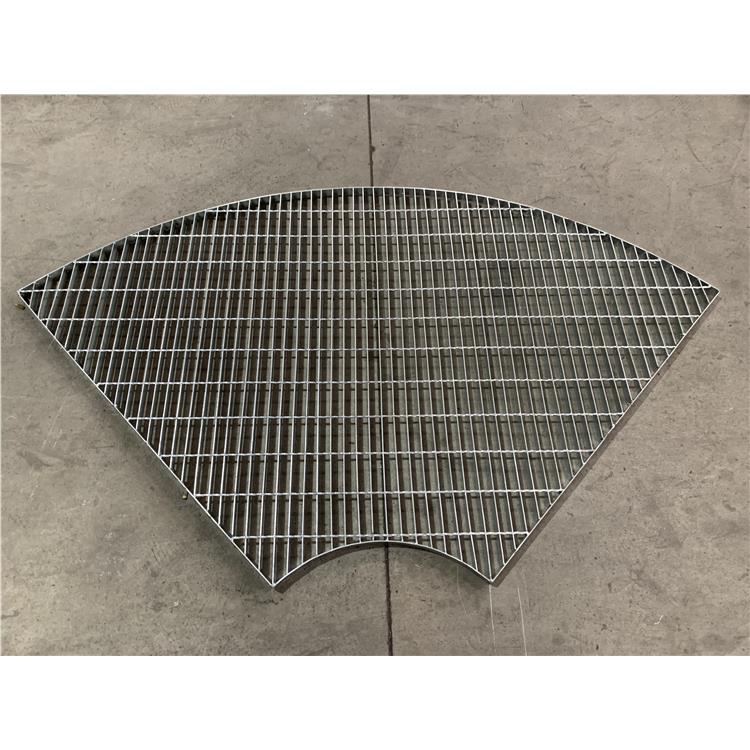
不銹鋼格柵的制造方法有兩種 不銹鋼格柵也稱為不銹鋼格柵。通常有兩種制造方法,種方法是不銹鋼扁鋼和不銹鋼圓鋼的組合焊接,第二種方法是不銹鋼扁鋼和不銹鋼扁鋼的嵌件制造。防腐性能強,外觀整潔,裝飾效果理想,但價格普遍較高。 不銹鋼格柵分為平板型、齒型和I型。根據(jù)企業(yè)不同的網(wǎng)絡(luò)環(huán)境,可以采用不同的保護技術(shù)進行表面分析。 不銹鋼格柵具有重量輕、強度高、承載力大、經(jīng)濟節(jié)省材料、通風(fēng)、現(xiàn)代風(fēng)格、外形美觀、防滑安全、清洗方便、安裝方便、經(jīng)久耐用等優(yōu)點。 鋼格柵的點焊工藝挑選和焊接質(zhì)量查看 根據(jù)工件的材料和厚度,參閱該種材料的焊接條件表選取,要確定電的端面形狀和尺度。其次開始選定電壓力和焊接時刻,然后調(diào)理焊接電流,以不同的電流焊接試樣,經(jīng)查看熔核直徑符合要求后,再在恰當(dāng)?shù)姆秶鷥?nèi)調(diào)理電壓力,焊接時刻和電流,進行試樣的焊接和查驗,直到焊點質(zhì)量完全符合技能條件所規(guī)則的要求停止。 常用的查驗試樣的辦法是撕開法,焊點的標(biāo)志是:在撕開試樣的一片上有圓孔,另一片上有圓凸臺。厚板或淬火材料有時不能撕出圓孔和凸臺,但可經(jīng)過剪切的斷口判別熔核的直徑。必要時,還需進行低倍丈量、拉抻試驗和X光查驗,以斷定熔透率、抗剪強度和有無縮孔、裂紋等。看似很簡單的工藝,其實需要好多步驟。恒晨鋼格板廠家工人技術(shù),原材料質(zhì)量質(zhì)量達標(biāo),所以焊接質(zhì)量沒問題,我們通過一個小小的配件都是用心選擇的供貨商,所以請客戶放心。
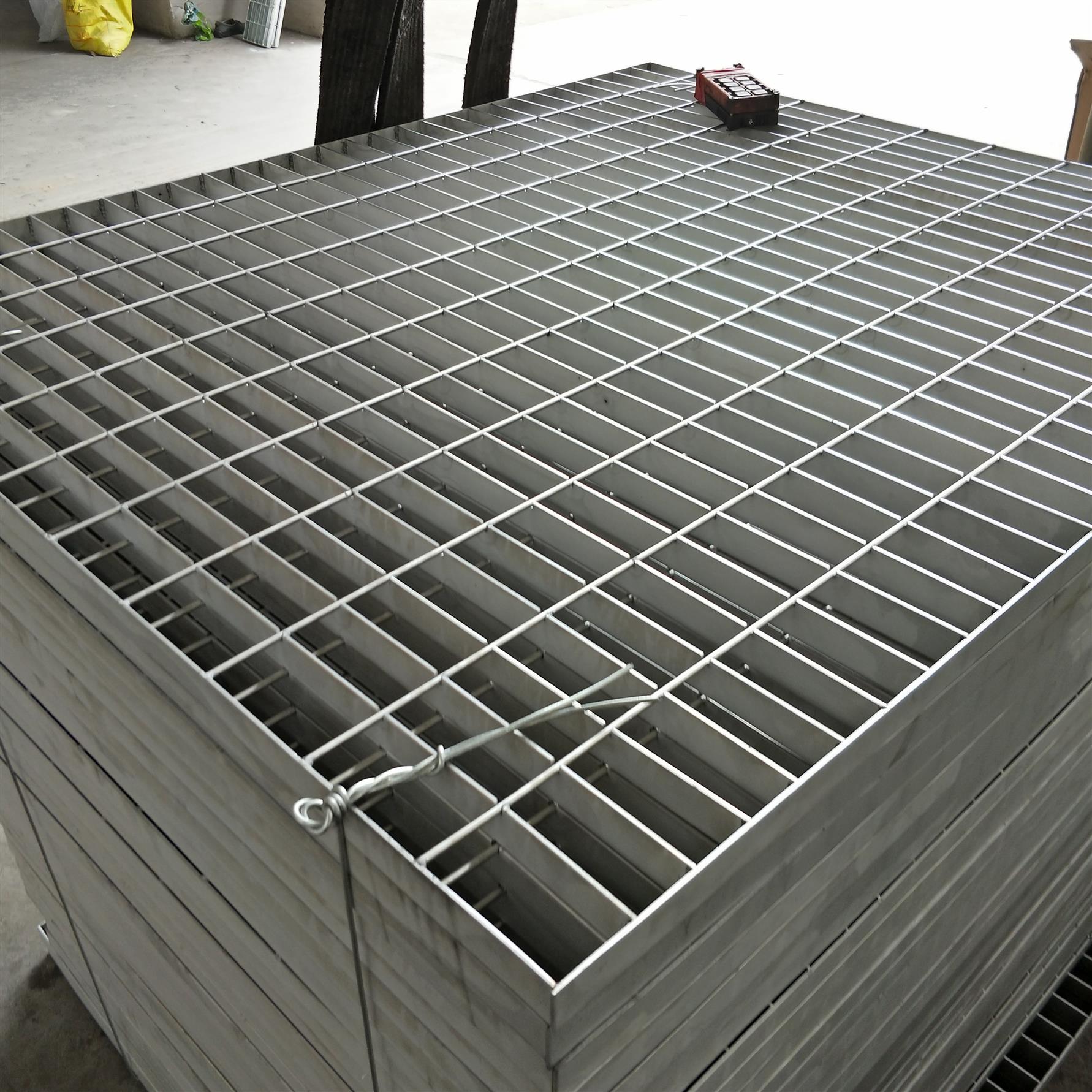
壓焊鋼格柵美觀實用,能滿足不同條件下的載荷要求,性能優(yōu)其他產(chǎn)品,近年來得到越來越廣泛的應(yīng)用。加載的扁鋼和橫桿(鋼絞線方鋼、方鋼、圓鋼、扁鋼等)按一定的緯度和經(jīng)度間隔排列,在高壓電阻焊機上焊接成原板,通過切、切、開、邊等工序深加工成客戶要求的成品。用于制作溝蓋、鋼結(jié)構(gòu)平臺板、踏步踏板等。 標(biāo)準(zhǔn)壓焊鋼格柵是由現(xiàn)代全自動鋼格板壓焊機生產(chǎn)線組成的具有良好承載能力的開放式網(wǎng)格結(jié)構(gòu)板。將壓焊鋼格板(鋼格板)與普通手焊鋼格板進行比較,對比手焊鋼格板平面、規(guī)整的鋼格板結(jié)構(gòu)、連桿可靠、不脫線等特,對壓焊鋼格柵(鋼格柵板)表面進行熱鍍鋅處理,通常稱為熱鍍鋅壓焊鋼格柵。 壓焊壓焊鋼格柵(壓焊鋼格板)特點: 標(biāo)準(zhǔn)壓焊鋼格板以其良好的承載能力、優(yōu)良的性價比和安裝方便的特點成為應(yīng)用廣泛的鋼格板產(chǎn)品。壓焊鋼格板已成為各種工業(yè)平臺的標(biāo)準(zhǔn)和平臺,通常用作走道甲板、平臺、蓋板、踏板等。鋼格板增強了光、空氣、液體、聲音等的流動,減少了風(fēng)荷載。壓焊鋼格板與普通手工焊接鋼格板的區(qū)別在于表面美觀,其焊接牢固度保證了鋼格柵的抗拉強度,是當(dāng)今常用的鋼格柵產(chǎn)品。

在鋼格板加工下料之前,我國需要一個能正確把握學(xué)生和生活需求的規(guī)范模型。不同的地區(qū),在所有的切割情況下,實際需求都會存在一些文化差異,這樣才能正確把握和了解自己的需求,企業(yè)才能在社會基層開展切割工作。事情會越來越成功,所以每個人都應(yīng)該正確地分析和了解之前所做的事情。除了事先明確要求自己的規(guī)格型號外,鋼板加工下料還應(yīng)準(zhǔn)備相應(yīng)的工具。畢竟在整個切割過程中,我們已經(jīng)能夠按照傳統(tǒng)的手工方式進行激光切割了。我們的開發(fā)總是需要一個的工具。因此,我們必須提前做好這一重要階段的準(zhǔn)備,讓這些人能夠更順利地開展相關(guān)教育工作。 鋼格板如果要加工和進料鋼格板,請?zhí)崆罢莆諛?biāo)準(zhǔn)級別的要求,并在整個過程中擁有相關(guān)的機械設(shè)備。現(xiàn)在,我們可以兩方面都做好,完成整個切割過程 鋼格板 鋼格板切割方法: 1、預(yù)熱切割:這種方法是在切割鋼格板前進行預(yù)熱。預(yù)熱的主要目的是防止切割時產(chǎn)生裂紋。預(yù)熱一般要求溫度控制在一定范圍內(nèi),同時要注意整體加熱的均勻性。 2、低速切割:如果沒有預(yù)熱切割條件或鋼板受熱不均勻,建議嘗試低速切割。這種方法主要控制切割速度,具體的切割速度是控制的,這取決于砧板的厚度和硬度。 3、水下切割:鋼格板可以在水下直接切割,也可以在切割面上噴水。建議使用離子或火焰進行水下切割。此外,水下切割還有很多優(yōu)點,如避免切割后的鋼板變形、避免鋼格板硬度降低、鋼板冷卻等。
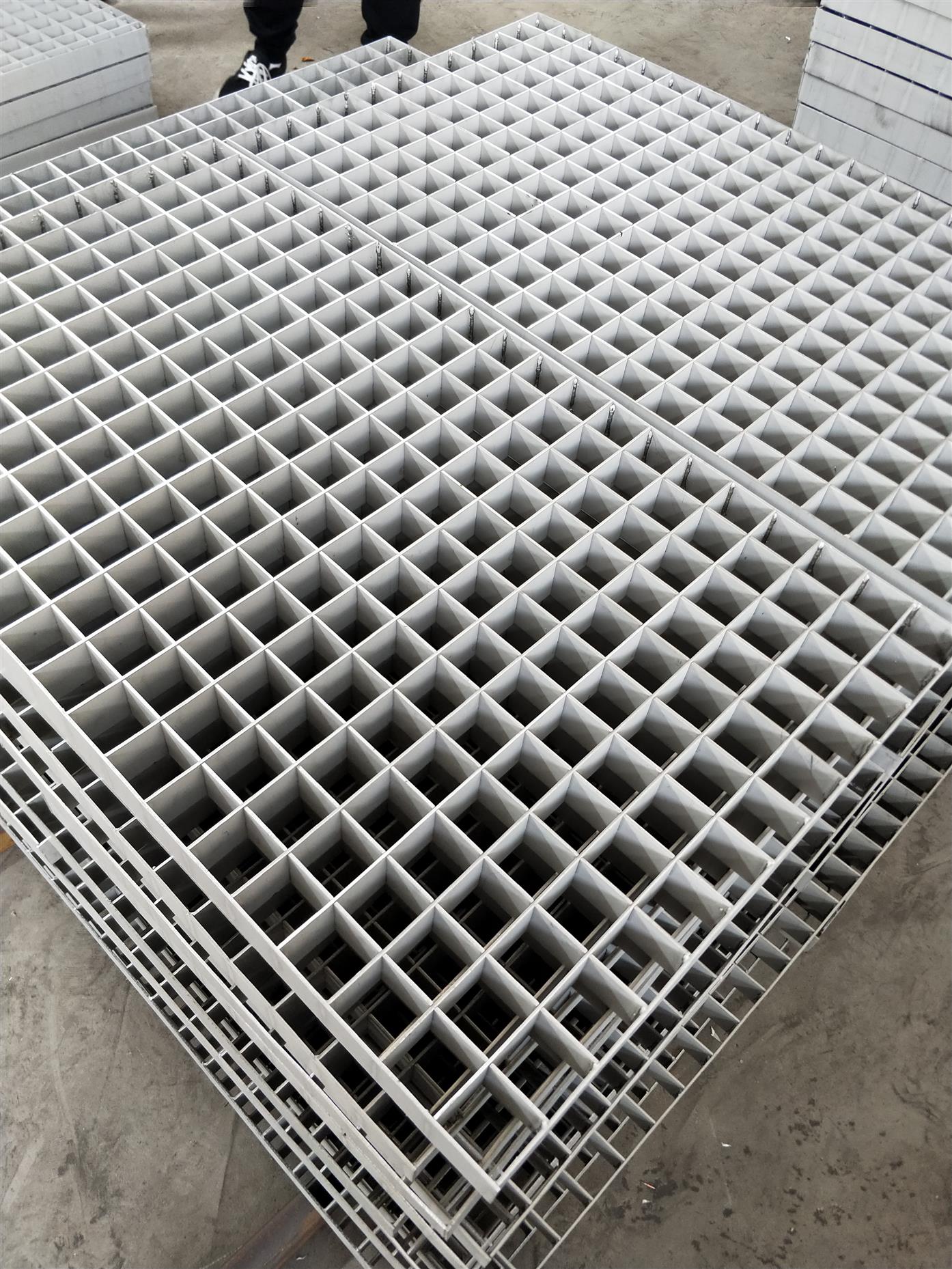
可沿插接式格柵板扁鋼方向承載較重載荷 插入式格柵板是由扁鋼和扁鋼沖壓焊接在一起的格柵板,比焊接格柵板更美觀。許多。另外,橫向和縱向都可以承受較大的載荷,只有扁鋼焊接方向才能承受較大的載荷,扭曲方鋼方向的承載力要小得多。忽略該方向的承載能力。 常見的插格板方法用于對承重能力要求較高的場合,以及在某些天花裝飾上使用的場合。由于該產(chǎn)品外形美觀大方,具有很強的現(xiàn)代感,給我們留下了深刻的印象。影響大家的喜好。但是,它的成本管理比焊接格柵板更昂貴。在考慮企業(yè)成本的情況下,人們有時會選擇焊接,但在生產(chǎn)焊接格柵板時,需要注意受力研究方向,即扁鋼方向。如果一個方向是錯誤的,你不能完全使用它。如果你使用它,那將是非常危險的。由于環(huán)境承載力太小,不能滿足標(biāo)準(zhǔn)要求,格柵板很容易因重力而變得更加曲折。 ,可能是鋼梁結(jié)構(gòu)上落下不同的格子板,社會問題和損失會很大。而插入式網(wǎng)格板并沒有提供充分考慮到這一點的必要條件。
http://m.wxjblgt.com