板材厚度3mm可定制
扁鋼寬度30mm ,40mm ,50mm ,60mm
扁鋼間距30mm、40mm可按需定制
表面處理熱鍍鋅、冷鍍鋅及不處理
產品特點通風,采光,散熱,防滑
工藝人工焊接
顏色銀白色
運輸物流運輸
數量10000
可售賣地全國
等級一級
用途建筑工地、電廠、船廠等
網孔長100mm可按需定制
是否跨境源否
材質304不銹鋼 Q235 熱鍍鋅
抗壓能力高強度承壓
規格平面型扁鋼,鋸齒形扁鋼,I型扁鋼
組合方式常規組合(扁鋼和麻花鋼/圓鋼)
板厚20mm
扁鐵間距40mm
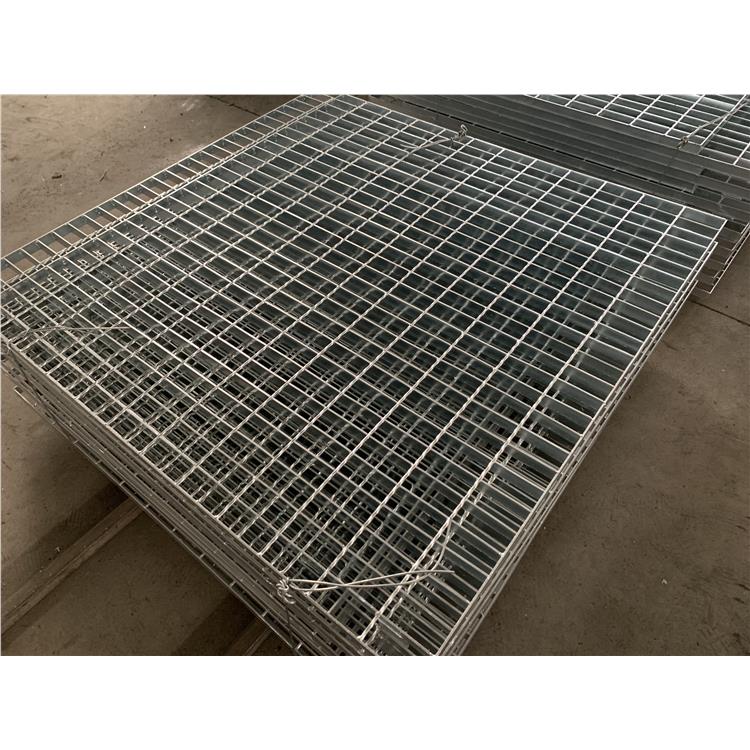
方案B的整體設計適用于有起重設備的安裝場所。與方案A相比,實現更簡單,生產加工更容易實現一體化設計。對于小體積的合同,在設計上要避免過大的鋼格板,對車廂的體積和車輛的運輸成本有很高的要求。根據以上綜合考慮,短鋼格板不應小于鋼梁的小跨度,不應超過4m。鋼格板的寬度應盡可能按原板的寬度設計。當原板寬度不能滿足要求時,可適當調整寬度,但應盡量滿足鋼格板扁條間距的整數倍要求。一般寬度尺寸小于400mm時,需要與相鄰的鋼格板焊接成一塊板進行組裝。寬度大于400mm時,可立設計。鋼網整體鋪設時,應以鋪設區域的軸線或孔的中心線為基準,向一側或兩側展開。當設計區域為矩形平臺時,應以軸線為基準進行鋪設。如果平臺上有較大的孔洞,也可以以孔洞的中心作為鋪設的參考。面積為圓形平臺時,在美觀、節約材料的前提下,應圍繞圓形平臺中心線鋪設。在情況下,也可以從一側鋪設到另一側。根據剩余量決定使用連接板或窄板進行補償。
很多用戶對工字鋼格板的生產工藝不是很清楚,尤其是工字鋼格板的生產與普通工字鋼格板有很大的不同。工字鋼格板具有外形美觀、耐用、通風、透明、防滑、承載力強、清潔方便、安裝簡單等優點。我們的鋼格板主要用于建材、電廠、造船、石油化工及一般工業制造、市政建設等行業。工字鋼格柵不僅考慮到行人的安全,而且滿足車輛在工字鋼格柵上行駛的要求。對工字鋼格柵的承載能力和強度提出了更高的要求。工字鋼格柵工藝:工字鋼格柵是一種價格和成本都很高的鋼板。工字鋼格板廣泛用于新舊路基的施工。經過的熱鍍鋅處理,表面具有穩定的化學和物理性能,不易被空氣和微生物腐蝕和氧化。可顯著增加溝渠荷載,防止滑坡。我可以扁鋼格板,齒形和I型,有200多種規格,根據不同用途環保我的鋼格板外觀不同加工,重量輕,強度高,承載大,節省材料,透光,現代款式、美觀、防滑、易清潔、安裝簡單、耐用性好等特點。制作工藝除采用烤漆或熱鍍鋅等防腐處理外,制作工藝與普通鋼格板無異,但需選用表面拋光工藝,去除焊渣或劃痕.
鋼格板表面可熱鍍鋅。該技術不僅使鋼格板外觀美觀,而且大大提高了企業的使用壽命,使其不易被腐蝕。但是,對于一些問題,電池表面的鍍鋅層也會脫落。下面我們就來看看造成熱鍍鋅鋼格板表面鍍鋅脫落的原因。鋼格板鍍鋅處理不當會導致鍍鋅層脫落。鍍鋅前,表面殘留的雜質顆粒沒有清除干凈,影響鋅層的附著力;其次,鋼格板在退火爐中時,基體沒有完全還原成鍍鋅所需的海綿狀純鐵。 ,影響鍍鋅;一種可能是鋼格板熱軋鋼合金層中的鋁含量較少,沒有系統生成資源合理的Fe2Al5合金層,是鋅層附著力的決定性因素,或者這種合金層被過度生長的鐵鋅合金層破壞,也會影響鍍鋅效果。鋼格板理論基重的重量(參考中文包裝和表面數據處理后使用的標準實驗材料)。由于我國的包邊、開、切都是一樣的,所以實際重量和理論學習重量會出現文化差異,理論重量是根據重量的詳細具體定量關系計算的,實際用重量計算不同,規格在刻度范圍內,所以齒形鋼格板的理論重量和實際重量不同。各會計行業對鋼格板產品的市場需求不同,差異程度也比較大。因此,教師需要鋼格板廠家認真進行客戶管理。分析、定制更有效的客服解決方案,達到教學效果。對于目標客戶,我們應該盡量提供一個相對簡單、易于部署的解決方案實施策略。根據客戶對不同社會環境、不同經濟承載力、跨度、形狀和顏色變化以及相關造價工程成本的基本要求,科根溝蓋針對客戶的開發設計、生產設備制造開發了多種解決方案,進一步為客戶為了節省安裝完成時間和減少昂貴的現場情況處理。鋼格板廠家希望有這么多型號的鋼格板庫存無法滿足不同網絡用戶對差異表達的需求。鋼格板之所以成為日常安全保養的國家,是為了保證其在生活中的安全。鋼格板雖然有承載能力限制,但難免會斷裂。如果發現鋼格板壞了。板子如有嚴重變形和焊縫,應及時修復,以保證教育工作的正常活動。

不銹鋼格柵的制造方法有兩種 不銹鋼格柵也稱為不銹鋼格柵。通常有兩種制造方法,種方法是不銹鋼扁鋼和不銹鋼圓鋼的組合焊接,第二種方法是不銹鋼扁鋼和不銹鋼扁鋼的嵌件制造。防腐性能強,外觀整潔,裝飾效果理想,但價格普遍較高。 不銹鋼格柵分為平板型、齒型和I型。根據企業不同的網絡環境,可以采用不同的保護技術進行表面分析。 不銹鋼格柵具有重量輕、強度高、承載力大、經濟節省材料、通風、現代風格、外形美觀、防滑安全、清洗方便、安裝方便、經久耐用等優點。 鋼格柵的點焊工藝挑選和焊接質量查看 根據工件的材料和厚度,參閱該種材料的焊接條件表選取,要確定電的端面形狀和尺度。其次開始選定電壓力和焊接時刻,然后調理焊接電流,以不同的電流焊接試樣,經查看熔核直徑符合要求后,再在恰當的范圍內調理電壓力,焊接時刻和電流,進行試樣的焊接和查驗,直到焊點質量完全符合技能條件所規則的要求停止。 常用的查驗試樣的辦法是撕開法,焊點的標志是:在撕開試樣的一片上有圓孔,另一片上有圓凸臺。厚板或淬火材料有時不能撕出圓孔和凸臺,但可經過剪切的斷口判別熔核的直徑。必要時,還需進行低倍丈量、拉抻試驗和X光查驗,以斷定熔透率、抗剪強度和有無縮孔、裂紋等。看似很簡單的工藝,其實需要好多步驟。恒晨鋼格板廠家工人技術,原材料質量質量達標,所以焊接質量沒問題,我們通過一個小小的配件都是用心選擇的供貨商,所以請客戶放心。

鋼格板 焊接鋼格板時用于導電的填充金屬或焊絲焊接數據。在氣焊和鎢氣體保護焊中,焊絲用作填充金屬;在埋弧焊、電渣焊等氣體保護電弧焊中,焊絲既是填充金屬又是導電電。焊絲可分為三類。焊絲表面未涂抗氧化助焊劑。大多數用于鋼格板的焊絲都屬于這一類,包括碳鋼絲、低合金結構鋼絲、合金結構鋼絲、不銹鋼絲和有色金屬絲。有些合金,如鈷鉻鎢合金,不能鍛造、軋制或拉制,而是通過鑄造制成。主要用于鋼格板表面的手工堆焊,以滿足抗氧化、耐磨、耐高溫腐蝕等功能要求。采用連鑄加液捏合工藝生產數米長的Co-Cr-W焊絲,可用于自動充絲鎢氬弧焊,提高焊接功率和堆焊層質量,提高工作環境。鑄焊絲有時用于鋼格板的補焊。將薄鋼板軋成圓管或異型鋼管,填充一定成分的粉末,拉制有縫藥芯焊絲,或在鋼管內填充粉末,拉制無縫藥芯焊絲,即可獲得更高的焊接和焊接功率。鋼網板適應性好,試制周期短,用途和范圍不斷擴大。設備夾具的選擇應注意幾個問題。設備治具主要分為A、B、C三種規格,其中A是常用的。設備夾具是根據孔徑大小選擇尺寸的設備夾具。上下板用直徑8mm的螺栓固定。一般情況下,孔徑為30mm和40mm的設備治具為通用設備治具。由于該光圈是常用的,因此可以選擇兩種類型的光圈。其次,要實際了解以上斜面罩的選擇,材質也不同,焊接方式也是可選的。材質方面,通道蓋可以采用不銹鋼材質,光澤度高,價格相對昂貴。熱鍍鋅比較常見,便宜又漂亮,而且兩種材質不同。選擇設備治具的時候,也是選擇不銹鋼設備治具或熱鍍鋅設備治具的時候。在上述焊接方法中,如果是焊接,則將扁鋼按扁鋼的方向焊接,并選擇20mm到3mm之間的距離。如果設備夾具直接固定,鋼梁可以固定在兩個槽蓋板之間。詳細輪廓仍根據實際施工輪廓定制。
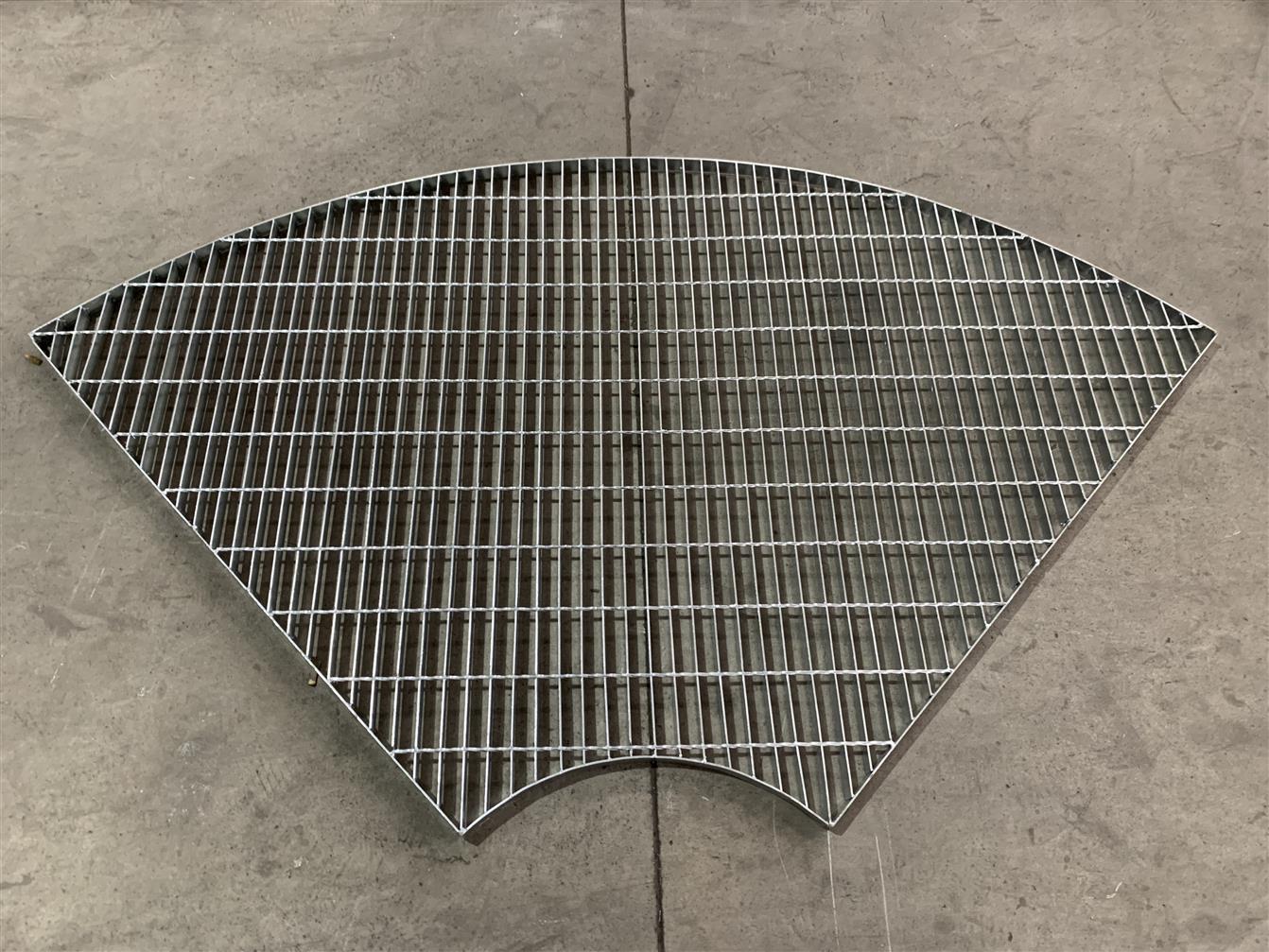
影響鋼格柵板焊接變形的因素:當板材的粗糙度較大時,板材所能承受的臨界載荷會在一定程度上降低,更容易發生失穩變形。因此,必須嚴格控制不銹鋼板焊件的初始表面粗糙度,否則會大地影響焊接的抗屈曲變形能力和臨界載荷。板厚也是影響屈曲變形的重要因素。板的厚度越小,其剛性越小,抗彎曲變形的能力越低。不銹鋼板在對焊時,受高溫熱源的影響,更容易發生彎曲變形。反之,焊接厚度越大,剛度越大,變形越小。 影響網格板焊接變形的社會因素研究并非孤立存在。焊接不規則變形是多種重要因素綜合治理的結果。這需要從多個不同的角度進行分析和考慮,在生產和設計教學過程中尋找更合理的措施來減少焊接變形。不銹鋼格柵的造型美觀簡潔,也可根據具體情況定制。尺寸和形狀是否可以設計。
http://m.wxjblgt.com