表面處理熱鍍鋅
產(chǎn)地常州
材質(zhì)Q235B
質(zhì)量認(rèn)證ISO9001
稅票包含
注意力不能太大。當(dāng)因受力不當(dāng)對角線誤差大時,兩個人將鋼格柵豎起來,使對角線鋼格柵較長與地面中間轉(zhuǎn)角反復(fù)磕碰,受力需要小。在對溝蓋板進(jìn)行改造時,只需要適度的受力,基本可以對鋼格柵溝蓋板的變形進(jìn)行修正。焊接溝蓋板時,應(yīng)將扁鋼在焊接前扭直,然后再進(jìn)行鍍鋅運(yùn)輸,盡量防止打打、揉捏和磕碰,例如熱鍍鋅格子鋼底座至少三根。兩端和中間的地方可以放置,不僅在兩端,不要把中心的上面壓鋼格板溝蓋更會導(dǎo)致變形,使它成為一個不同的層面,在運(yùn)輸?shù)倪^程中把光滑,使其統(tǒng)一的力量,在裝卸不容易丟,應(yīng)輕輕提起。
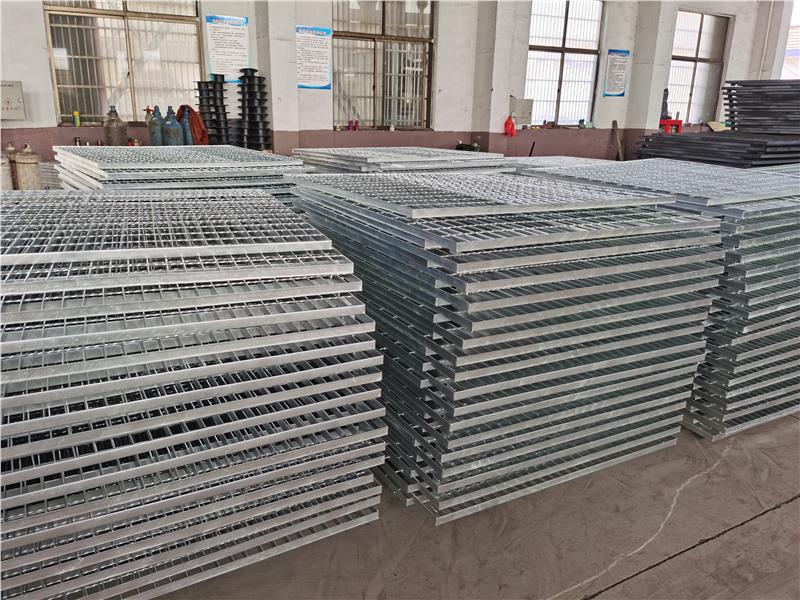
平臺鋼格板表面處理:
分為:熱鍍鋅,冷鍍鋅(電鍍鋅),噴漆和黑片(不處理)。一般常用熱鍍鋅,處理后防銹防腐蝕使用壽命長達(dá)40-50年。
平臺鋼格板特點(diǎn):
1、可以在周邊增焊踢板(擋邊板)、花紋板護(hù)板,安裝連接件等附件;
2、采用與載扁鋼不同規(guī)格的扁鋼包邊,或用角鋼、槽鋼、方管等包邊;
3、可在需經(jīng)常移動或打開的平臺鋼格板上安裝把手和鉸鏈;
4、平臺鋼格板的包邊焊接標(biāo)準(zhǔn)是:系列1每五條焊一條;系列2每四條焊一條;系列3每三焊一條。焊縫為不小于3的單面角焊,焊縫長20。
鋼格板焊接時填充金屬或一起作為導(dǎo)電金屬絲焊接資料。在氣焊和鎢氣體保護(hù)中,焊絲用作填充金屬;在埋弧焊、esG焊等氣體保護(hù)電弧焊中,焊絲既是填充金屬又是導(dǎo)電電。焊絲可分為三類。焊絲表面未涂有抗氧化助焊劑。用于鋼格板的焊絲大多屬于這一類,包括碳鋼焊絲、低合金結(jié)構(gòu)鋼焊絲、合金結(jié)構(gòu)鋼焊絲、不銹鋼和有色金屬焊絲。有些合金,如鈷鉻鎢合金,不能鍛造、軋制和拉伸,而是通過鑄造制成的。主要用于手工堆焊鋼格板,以滿足耐氧化、耐磨損、耐高溫腐蝕等功能要求。連續(xù)澆鑄和液體揉捏可以生產(chǎn)出幾米的鈷鉻鎢焊絲,用于自動填充絲鎢氣體保護(hù)電弧焊,提高了焊接功率和堆焊層質(zhì)量,也改善了工作條件。

平臺鋼格板材料:
1、扁鋼和橫桿均采用GB/T700的Q235制造,根據(jù)供需雙方協(xié)議,也可采用其他材料制造;
2、扁鋼采用熱軋扁鋼或經(jīng)過縱剪的熱軋或冷軋鋼帶;
3、扁鋼尺寸允許偏差符合表一 YB/T4001.1-2007的規(guī)定;
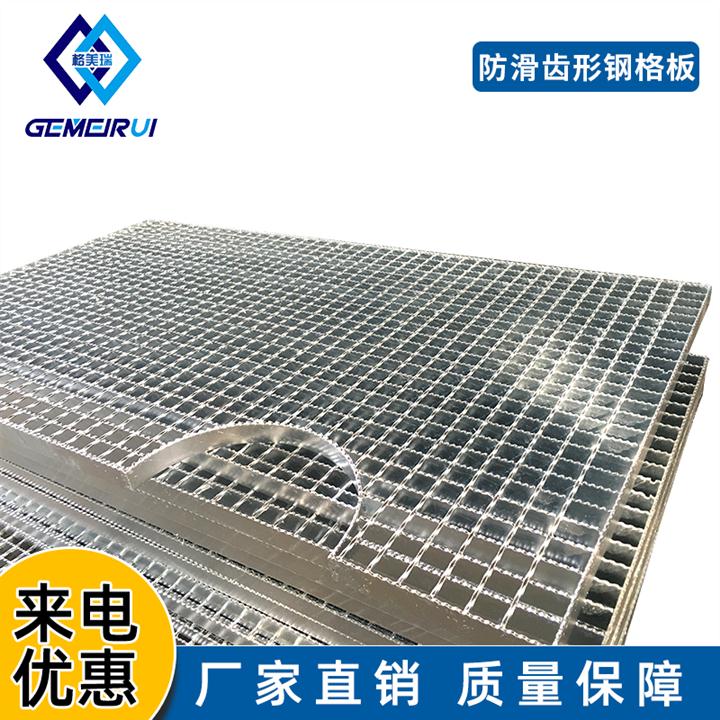
4、齒型扁鋼采用熱軋扁鋼或經(jīng)過縱剪和沖齒的熱軋或冷軋鋼帶。齒型尺寸在每100內(nèi)不能少于5齒;
5、工字型扁鋼的截面尺寸及截面慣性矩。
其次,熱浸鍍鋅鋼格柵板硬度也將隨材料,應(yīng)該盡量避免使用一個臨時負(fù)載過載,根據(jù)熱浸鍍鋅鋼格柵板的使用規(guī)范,給予適當(dāng)?shù)呢?fù)載,為什么同樣的產(chǎn)品,可以使用一些很長一段時間,有些人不喜歡,后期維護(hù)是熱鍍鋅鋼網(wǎng)架使用期間的一個重要方面,所以熱鍍鋅鋼網(wǎng)架的后期維護(hù)是非常重要的。鋼鐵工件表面晶格的熱浸fe-Zn形成合金層,所以鐵和純鋅層相結(jié)合,它的過程可以簡單描述為:當(dāng)鋼格工件浸入熔融鋅液,形成個鋅鐵(身體核心)固體融化的接口。這是一種由鋼格板基體金屬鐵與鋅原子在固體狀態(tài)下溶解而成的晶體。兩種金屬原子之間存在聚變,原子之間的引力相對較小。鋼格臺階的長度是指切割扁鋼的方向,鋼格臺階的寬度是指沿橫桿方向的標(biāo)準(zhǔn)測量(一般橫桿選用扭角鋼)。一般來說,槽蓋板的承載方向垂直于鋼結(jié)構(gòu)支撐。兩個鋼結(jié)構(gòu)支撐設(shè)備好后,當(dāng)設(shè)備的鋼格柵臺階時,將切割扁鋼的兩端打在支撐架上,以便調(diào)整到足夠的程度來發(fā)揮承重作用。例如,溝蓋板與樓梯臺階板承載方向不一樣,扁鋼格柵板用什么類型。
http://m.wxjblgt.com





